Производство сварных колонн из двутавровых балок кажется простой задачей только на бумаге. На практике даже массивный двутавр редко бывает идеально ровным. При изготовлении колонн высотой 15 метров для складских комплексов сварщикам приходится постоянно компенсировать саблевидность металла, контролировать геометрию и удерживать размеры в процессе сварки. Именно эти операции во многом определяют качество будущего каркаса и скорость монтажа на объекте.
В этой статье разберём реальный процесс изготовления сварной металлической колонны из двух двутавров, расскажем, почему двутавр бывает кривым, как его выравнивают, какие ошибки чаще всего допускают при сборке и почему геометрия колонны важнее, чем многие думают.
Почему двутавровая балка бывает кривой

Среди заказчиков часто существует мнение, что двутавр — это жёсткий и идеально ровный прокат. На практике это далеко не так. Даже горячекатаные двутавры имеют остаточные деформации после прокатки, охлаждения, транспортировки и хранения.
На производстве металлоконструкций встречаются несколько типовых проблем:
• саблевидность балки по длине
• винтовое скручивание
• различие высоты профиля по концам
• локальные изгибы полок
• отклонения по геометрии стенки
Если с фермами ситуация обычно ещё сложнее, то и среди двутавров примерно четверть металла может иметь заметную кривизну. Для сварщика это означает постоянную подгонку, выравнивание и контроль размеров.
Особенно критично это становится при изготовлении колонн большой длины — 12–15 метров и более. На таких элементах даже небольшое отклонение в начале приводит к серьёзному уходу геометрии на другом конце изделия.
Из чего собирают сварную колонну
В рассматриваемом случае колонна для складского комплекса собирается из двух двутавровых балок, соединённых между собой поперечными пластинами.
Фактически получается составное коробчатое сечение, где два двутавра работают совместно.
Такая схема применяется достаточно часто для:
• складов
• производственных зданий
• ангаров
• логистических комплексов
• высоких рамных каркасов
Преимущество решения — возможность получить мощную колонну большой несущей способности без заказа нестандартного прокатного профиля.
Первый этап — раскладка и выравнивание двутавров
Самая важная операция начинается ещё до сварки. Двутавры раскладываются на сварочном столе или ровной площадке и выставляются по одной базовой линии.
На этом этапе сварщики решают сразу несколько задач:
• совмещают балки по длине
• компенсируют кривизну
• выставляют проектный размер между профилями
• определяют, где потребуется стяжка или распор
Особенно важно правильно расположить кривые балки относительно друг друга. Если оба двутавра имеют изгиб в одну сторону и их поставить одинаково, выровнять колонну потом будет крайне сложно.
Поэтому балки стараются зеркалить:
одна уходит изгибом вправо, вторая — влево. В итоге деформации частично компенсируют друг друга.
Это одна из ключевых практических тонкостей производства.

Как двигают тяжёлые двутавры
При длине 15 метров даже один двутавр имеет серьёзный вес. Использовать кран на каждой операции неудобно и долго, поэтому часто применяется обычная механическая подгонка.
Для смещения профиля используют:
• кувалды
• монтажные рычаги
• стяжки
• временные распорки
После первичной выставки проверяется расстояние между двутаврами. Оно должно соответствовать проектному размеру колонны.
Контроль обычно выполняют:
• рулеткой
• шаблонами
• металлическими уголками
• контрольными пластинами
При производстве длинномерных элементов проверка ведётся постоянно, буквально после каждой прихватки.
Проблема разной геометрии двутавра
Иногда даже высота профиля на разных концах балки отличается на 10–15 мм. Для монтажника такая разница может показаться незначительной, но при сварке составной колонны это превращается в серьёзную проблему.
Например:
с одной стороны высота профиля 295 мм, с другой — уже 307 мм.
На несущую способность такие отклонения обычно критично не влияют, особенно если они укладываются в допуски проката, однако производство из-за этого существенно усложняется.
Сварщикам приходится:
• подгонять полки
• компенсировать отклонения
• постоянно контролировать оси
• корректировать зазоры
Именно поэтому изготовление качественной колонны — это не просто “обварить металл”, а полноценная геометрическая работа.
Как фиксируют размер колонны
После выставления двутавров начинается фиксация сечения.
Для этого используются:
• поперечные пластины
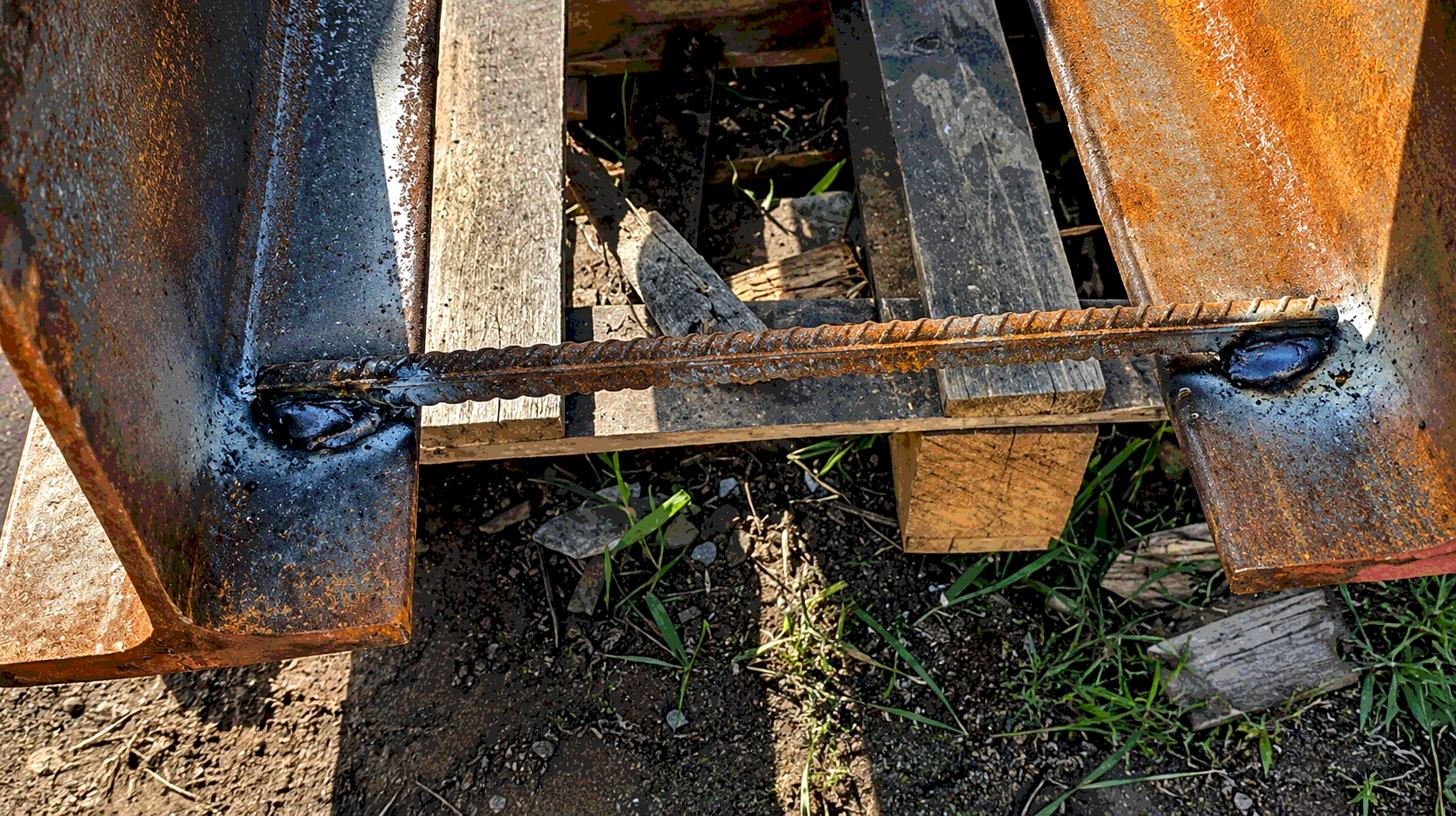
• временные арматурные распорки
• стяжные элементы
Сначала колонна прихватывается снизу. Для удержания размера часто используют куски арматуры, которые временно свариваются между профилями через каждые 2–3 метра.
Это необходимо сразу по нескольким причинам:
• чтобы колонну не “повело” при сварке
• чтобы сохранить проектную ширину
• чтобы конструкция не сложилась при перевороте
Многие недооценивают именно этап временного раскрепления, хотя без него длинная колонна действительно может потерять геометрию ещё до окончания сварки.
Стяжки против деформаций
Для выравнивания колонны активно применяются металлические резьбовые стяжки.
Обычные зажимы или струбцины на таких усилиях часто бесполезны. При работе с длинными двутаврами металл обладает огромной упругостью, поэтому требуется серьёзное стягивающее усилие.

С помощью стяжек сварщики:
• сжимают профиль
• распирают участки
• убирают изгиб
• корректируют ось колонны
Причём контроль размеров выполняется постоянно. После приварки каждой пластины снова проверяется геометрия.
Это очень трудоёмкий процесс, особенно на длинных элементах.
Почему важно положение соединительных пластин

Поперечные пластины нельзя располагать “на глаз”.
Их задача не только соединить два двутавра, но и обеспечить правильное прохождение сварного шва.
Пластина должна располагаться строго по оси профиля, чтобы сварка выполнялась симметрично относительно стенки двутавра.
Если пластина смещена:
• появляются дополнительные напряжения
• колонну может увести
• ухудшается внешний вид швов
• возрастает риск коробления
При больших объёмах производства именно такие мелочи потом влияют на монтаж каркаса на площадке.
Сколько времени занимает изготовление одной колонны
По реальной производственной практике изготовление одной длинной колонны включает:
• 1–1,5 часа на выставление и разметку
• около 6–10 часов сварки
На одну колонну может уходить порядка 40 погонных метров сварного шва.
Если бригада работает в паре, обычно схема выглядит так:
• вдвоём собирают и прихватывают колонны
• затем каждый сварщик обваривает свою сторону
Для производственного цеха это уже серьёзная трудоёмкость, особенно при большом количестве элементов.
Почему сварка длинных колонн — сложнее, чем кажется
Со стороны такая работа выглядит достаточно прямолинейной: положили два двутавра, связали пластинами и обварили.
На практике сварщик постоянно борется с:
• деформациями металла
• температурными поводками
• геометрией
• отклонениями проката
• усадкой шва
Чем длиннее колонна, тем сильнее проявляются эти эффекты.
Даже небольшая ошибка в начале элемента к концу 15-метровой колонны превращается в серьёзный уход оси.
А дальше эти отклонения начинают влиять уже на монтаж:
• проблемы со стыковкой узлов
• сложности установки связей
• перекосы ригелей
• дополнительные подкладки и подгонка на объекте
Именно поэтому качественное изготовление колонн начинается не со сварки, а с грамотной подготовки и выверки металла.
Защита сварки от погодных условий
Если производство ведётся на открытой площадке, сварщики часто используют переносные навесы из дерева и плёнки.
Такие конструкции позволяют:
• защищать шов от дождя
• работать зимой
• уменьшать влияние снега
• поддерживать стабильные условия сварки
Для длинномерных колонн это особенно важно, поскольку повторная зачистка влажного металла серьёзно замедляет производство.
Окраска готовой колонны
После завершения сварки колонны грунтуются и окрашиваются.
Это необходимо для:
• защиты от коррозии
• транспортировки
• хранения
• дальнейшего монтажа
При складских и промышленных объектах чаще всего используются системы антикоррозионной защиты в соответствии с СП 28.13330.2017 и требованиями проекта.
Тип покрытия зависит от:
• категории агрессивности среды
• условий эксплуатации
• требований заказчика
• срока службы здания
Итоги
Изготовление сварной колонны из двух двутавров — это не просто сварка металла, а сложная работа по управлению геометрией конструкции.
Главная проблема здесь — вовсе не сам шов, а кривизна проката и деформации при сборке.
Чтобы получить качественную колонну, производству приходится:
• постоянно контролировать размеры
• компенсировать изгибы двутавров
• выравнивать оси
• использовать стяжки и временные распорки
• проверять геометрию после каждой операции
Именно такие процессы определяют, насколько быстро и без проблем металлокаркас будет собираться уже на строительной площадке.